At the request of a friend, I recently brought my Tandy 102 to a vintage computer fest to demo some recently-released games by a group I know only as Inufuto. They have a very clever engine and compiler that allows them to write games for an absolutely absurd number of system – among them, the Tandy 100.
Of some inconvenience, though, is that they only released the games as WAV files suitable for loading in via the cassette port. In order to be able to store these games on my Backpack Drive, I converted them to file-based games that can be loaded from TPDD easily.
This weekend is “Apple2Forever”, a.k.a. “Virtual KansasFest”, a.k.a. “The one time a year Josh pulls out his Apple 2s” 🤣 And, whereas KansasFest has their “Hackfest”, A2F has “Slackfest”, which is exactly like Hackfest except there’s no rules, no prize, no tight timetable, and no judges. So…. completely different, then.
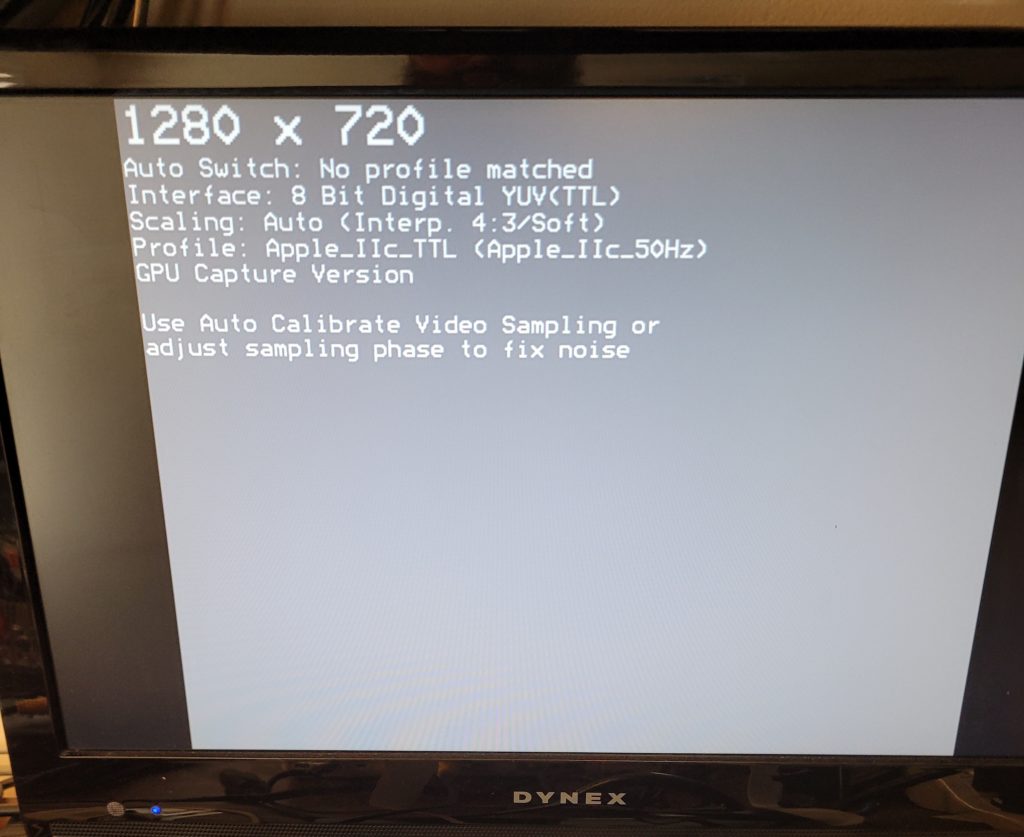
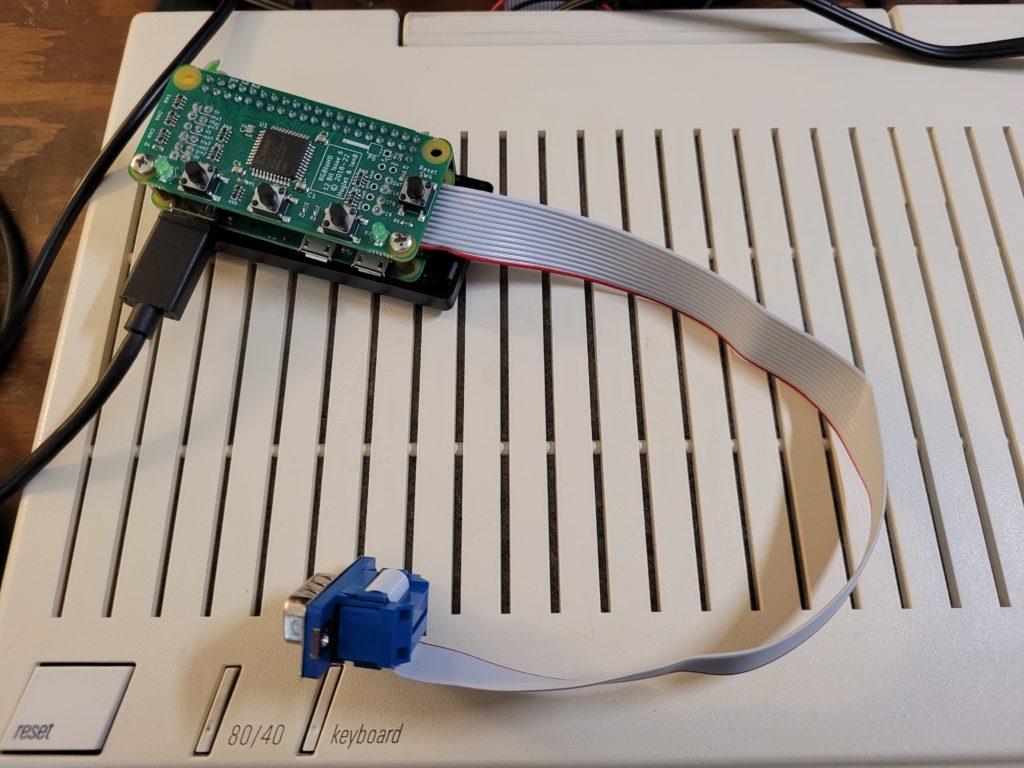
Anywho, since I have my Apple 2c out on the bench, I decided to improve my quality of life with it just a bit and build a more proper cable to connect it to my RGBtoHDMI. The RGBtoHDMI is a cool project that uses a Raspberry Pi and a CPLD hat to decode video from vintage computers and scale and output it over HDMI. The result is beautiful clear video from a very large number of old machines. The main project info is here: https://github.com/hoglet67/RGBtoHDMI
The key, though, is that you need the correct “Layer 1” (as it were) interface for each machine. Luckily, that connection is available on the Apple 2c on the 15-pin video port. This port is not an analog RGB – it actually contains the low-level “SERVID” or “Serial Video” signal from the graphics section of the Apple 2. The details of the various “cables” for the RGBtoHDMI can be found here: https://github.com/hoglet67/RGBtoHDMI/wiki/Cables
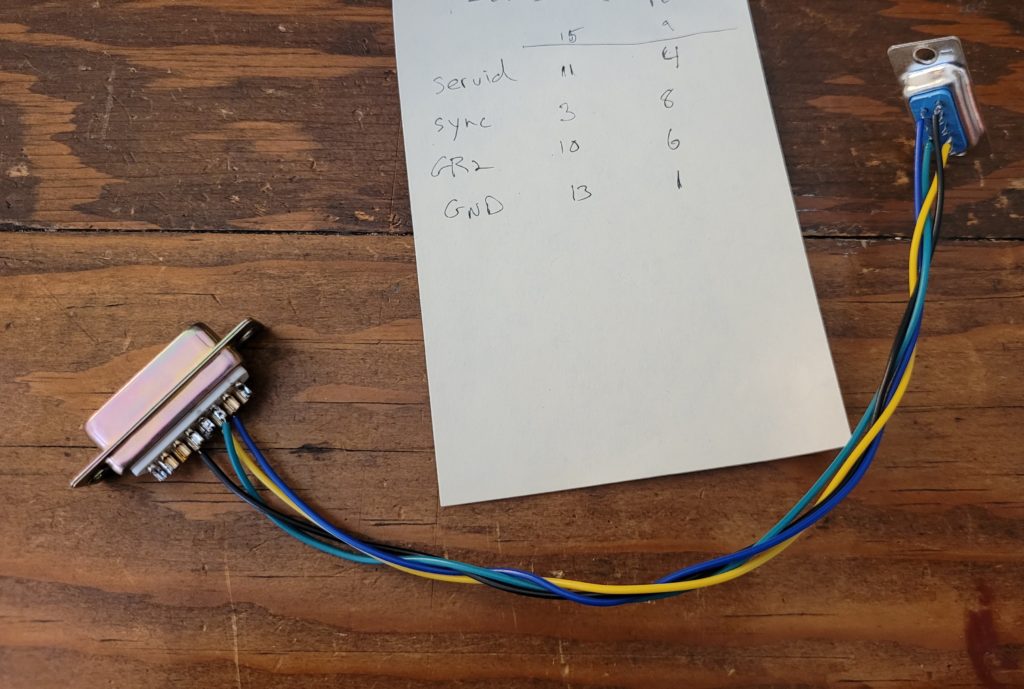
When I bought my RGBtoHDMI, I only picked up the 12-pin IDC to DE9 “CGA/EGA” cable.
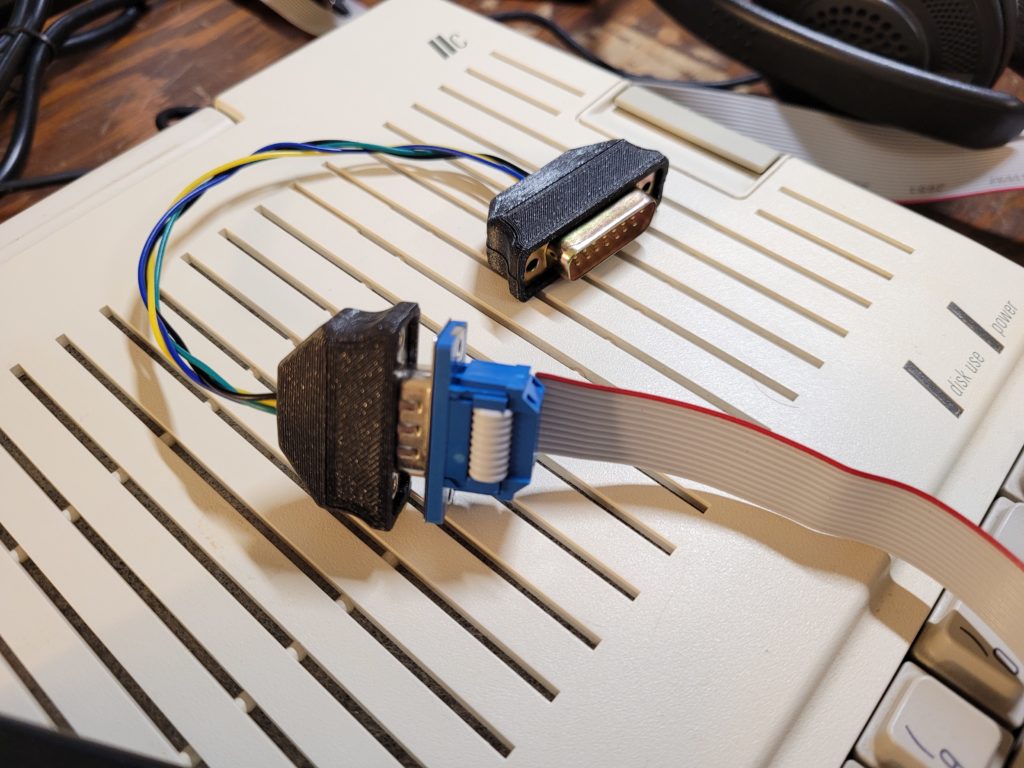
But, all the pins I needed for a SERVID cable are present on this DE9, so I just needed to make a small adapter from the 15-pin Apple port to the DE9 EGA port.
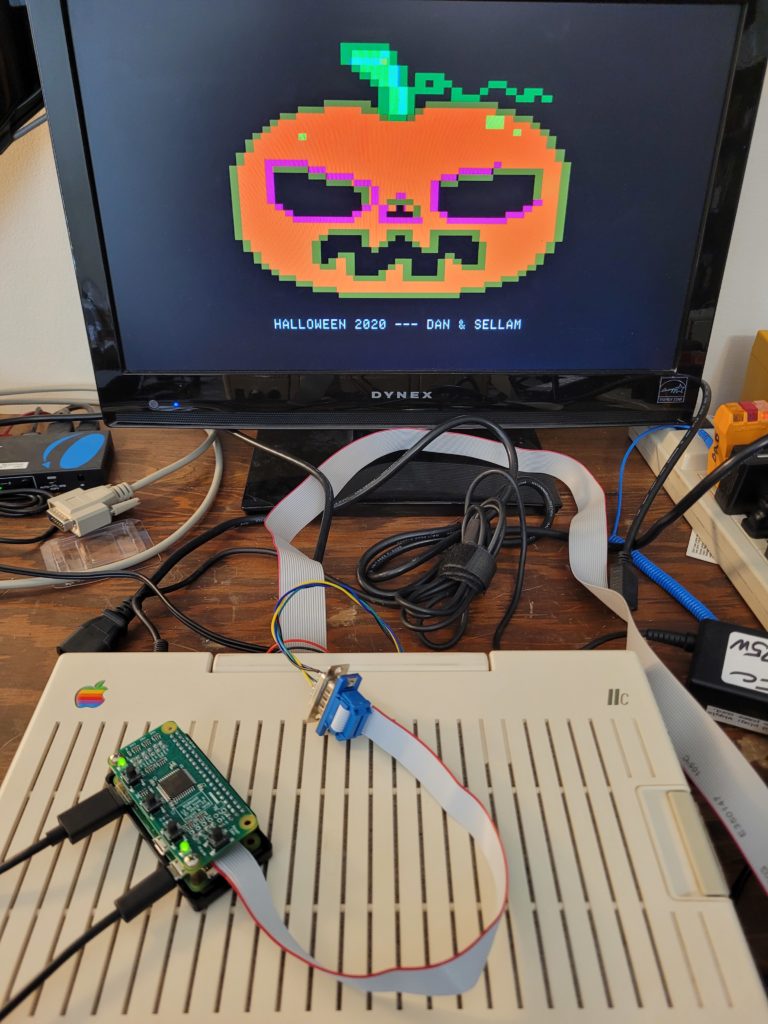
And, 4 wires later, I have it. And it is glorious. And that’s my Slackfest Entry!
…but these interfere with my previous routing for the internal/external Disk 2 switcher, so I had to open the case and re-route this wire. There’s just enough space to use in the RCA composite video connector and still allow a normal video cable to plug in. It’s not brilliant, but most of the time I’ll be using the RGBtoHDMI anyway, so… compromises. And I don’t really want to cut the case for this mod.
The BBC Master 128 is back on the bench again. And, thus begins RetroChallenge.
I couldn’t remember exactly what state I left the Master in so I kinda re-tested stuff from the ground up. Here’s the current state of the machine: It boots with a loud constant beep from the speaker and the keyboard mostly doesn’t work. I say “mostly” because it actually responds to the keypresses for the CMOS reset sequence. But, it doesn’t go to a prompt when it should, and I can’t just type on it.
With 3.6V from my bench supply fed to a RetroClinic battery holder (which includes the diode), I boot the machine with ‘R’ key held, and it tells me ‘CMOS RAM reset. Press break’. So, I press break. It then shows me ‘Acorn ADFS’ with a flashing underline cursor beneath it. However, it does not respond to input at this time. Then I press ctrl-D + break and I get ‘Acorn 1770 DFS’ but, no star prompt. Something seems to be keeping it from ever booting to BASIC.
Many moons ago, I bought a quad ROM switcher from Kjell Sundby, so I installed that as a test. When set to the Master ROM, the behavior is exactly the same, so I think the ROM is fine. And when booted to the 32K “B” ROM, I get a prompt, but the keyboard doesn’t work.
My current guess is maybe this is a 6522/VIA problem. But, my VIAs test fine using the BackBit Chip Tester Pro. I wonder if this is another case where the BB tester is giving me a false-positive test result.
Anyway, more testing tomorrow on stream.
Oh, by the way, I stream Tuesday evenings at 7PM US/Eastern on https://twitch.tv/48kRAM
The RetroChallenge (the real reason I started this dang blog in the first place) is back for October 2022. This month I’ll be attempting to nurse my ailing BBC Master 128 back to health. Wish me luck!
Originally, my intent was to use one of the Gateway 2000 OEM Reinstallation CDs to install this system. Now, I know that’s probably a bad idea, and it would technically be best to just install from the Microsoft CD-ROM. But, I thought it might be fun to see the OEM installation with all its wallpapers, and branding etc. Unfortunately, none of the discs I had seemed to work.
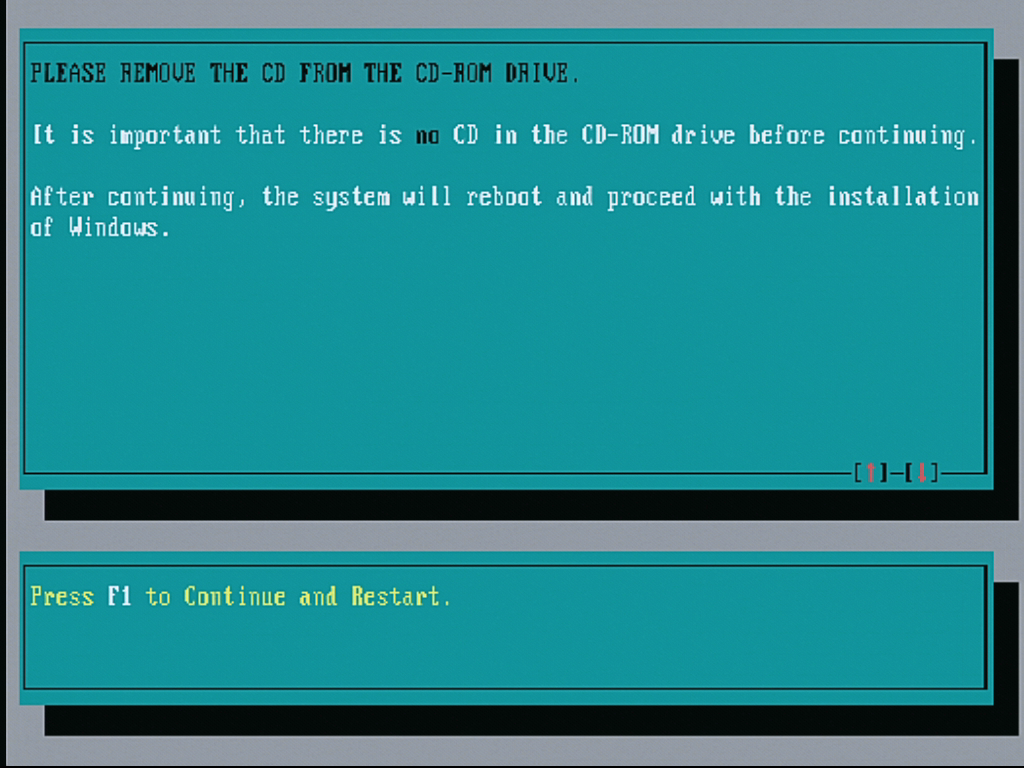
Basically, they started up okay, and acted like they were installing a system image, but then, the installed system wasn’t bootable due to what appears to be a corrupted MSDOS.SYS file. Rather than fight with it further, I reached for my Retail CD.
So, okay, I pulled out my Windows 98 Second Edition CD-ROM and fired up the installer. But, after screwing around with this PC for a couple hours trying to make the OEM CDs work, I realized that I did not want to listen to that spinning rust HDD while using this machine. So, I dug out a spare CF-IDE adapter I had and popped in an 8GB Lexar CF card. The system BIOS seemed to like it… but Windows setup did not. I tried installing Ontrack Disk Manager, but I wasn’t able to get its boot manager to load up the Windows 98 install CD. Breaking down, I ordered some 4GB CF cards from fleaBay and figured I’d come back to this another time.
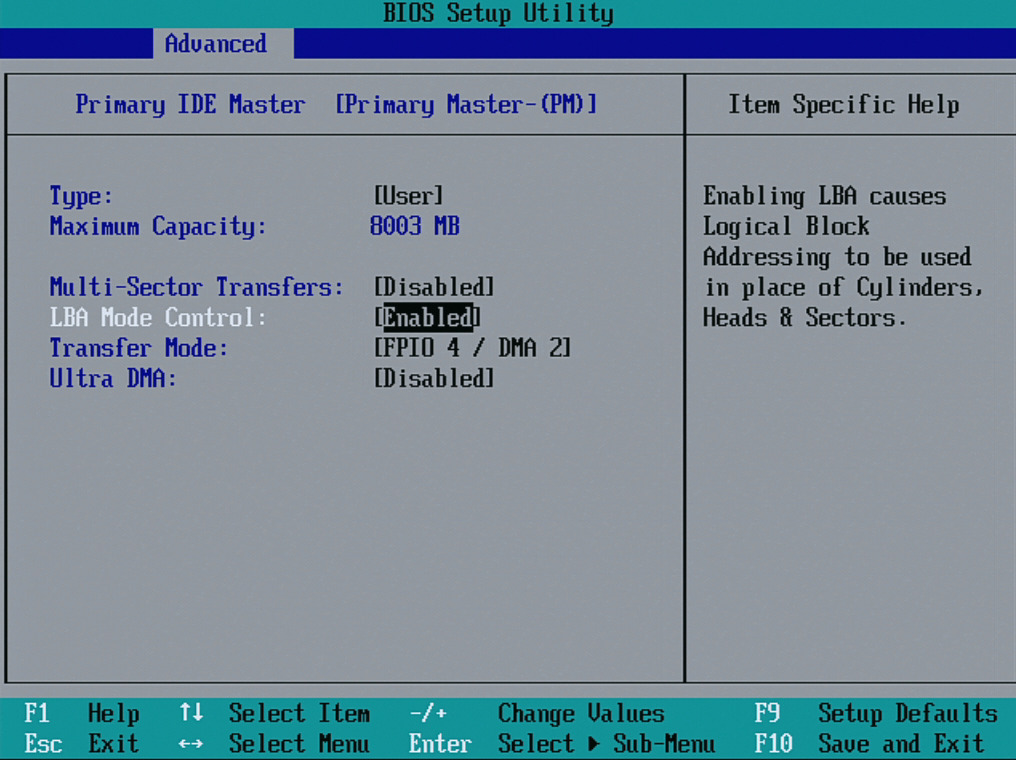
Then, I realized that this BIOS didn’t default to LBA in the HDD setting. I went in and changed it from Auto to User, and enabled LBA mode. After that, things went…. slightly more smoothly. Honestly, I don’t recall ever having this many issues installing Windows 98 before.
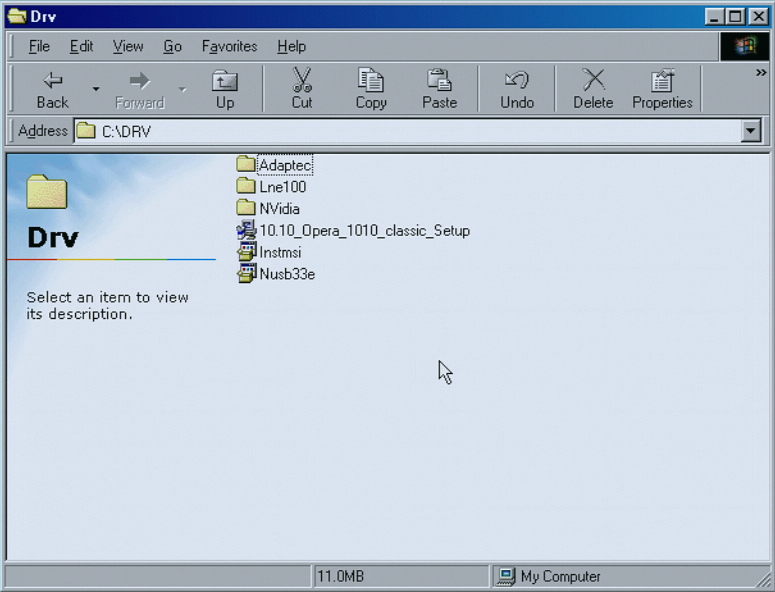
I spent a few hours getting the drivers installed for all the cards as well as some other packages.
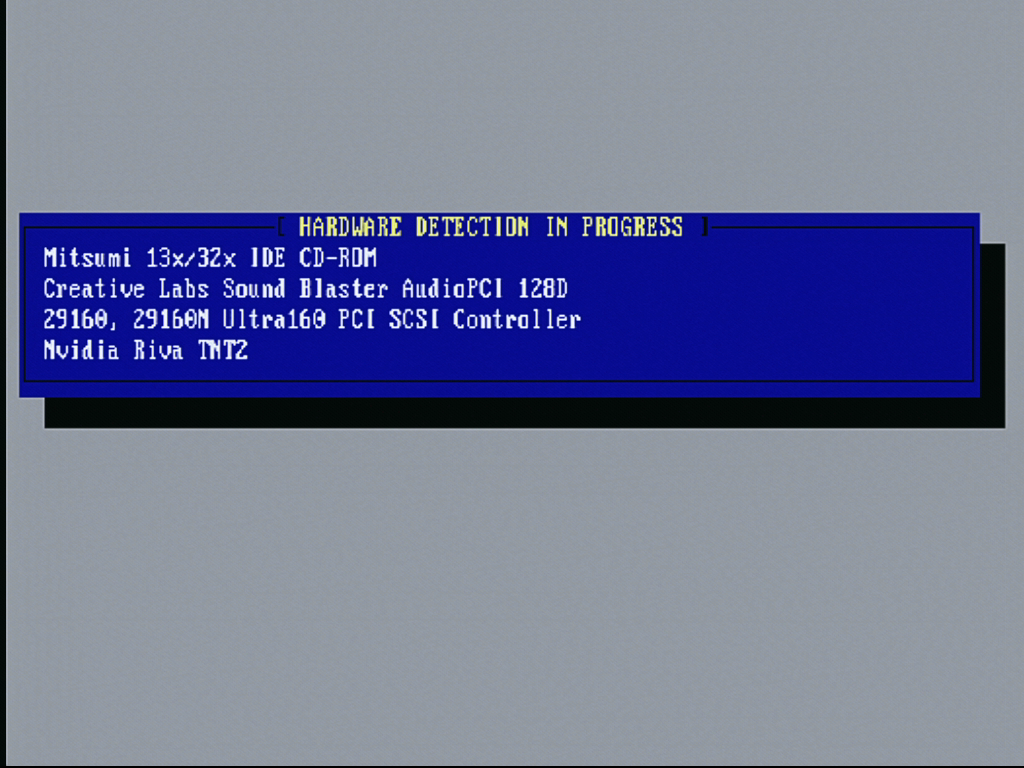
I installed drivers for:
Ethernet
RIVA TNT2
Adaptec SCSI
USB Mass-storage (flash drives)
Updated Windows installer
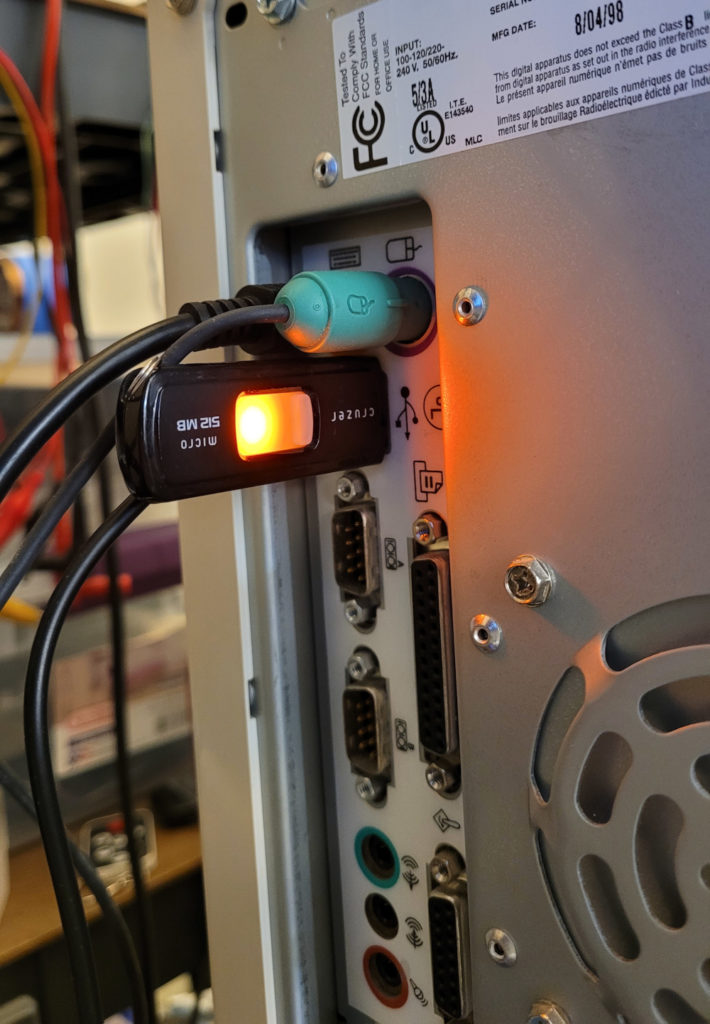
I was quite impressed at the driver that I found for USB Mass-storage. The ability to copy files to this machine from a USB flash drive will be pretty useful, so I’m super happy to have this working as well as it does. I was expecting using it to be reboot-city, but it actually works to hot-plug and remove the drive!
This last bit was required to install the Opera 10 web browser. While still quite ancient, this appears to be one of the more modern browsers available for Windows 98. However, trying to browse the modern web, even with this browser, is not a pleasant experience. Very few sites (like Google) still support the ancient crypto that this browser has. And with most sites redirecting everything to TLS, I don’t think I’ll be doing much with it other than accessing my own server to transfer files occasionally. At least my pal Benj’s site is still available without HTTPS.
I captured video of the Windows 98 install process. I might edit that into a high-speed version. Would make an interesting GIF. 🙂