In my previous work installing the system to an IDE-CF adapter, I’ve just been using one that I had lying around. This cheap-o adapter has only 2 mounting holes, and appears to be designed for some sort of permanent install in a 2.5″ drive bay or something. Obviously, I needed something better for a permanent solution.
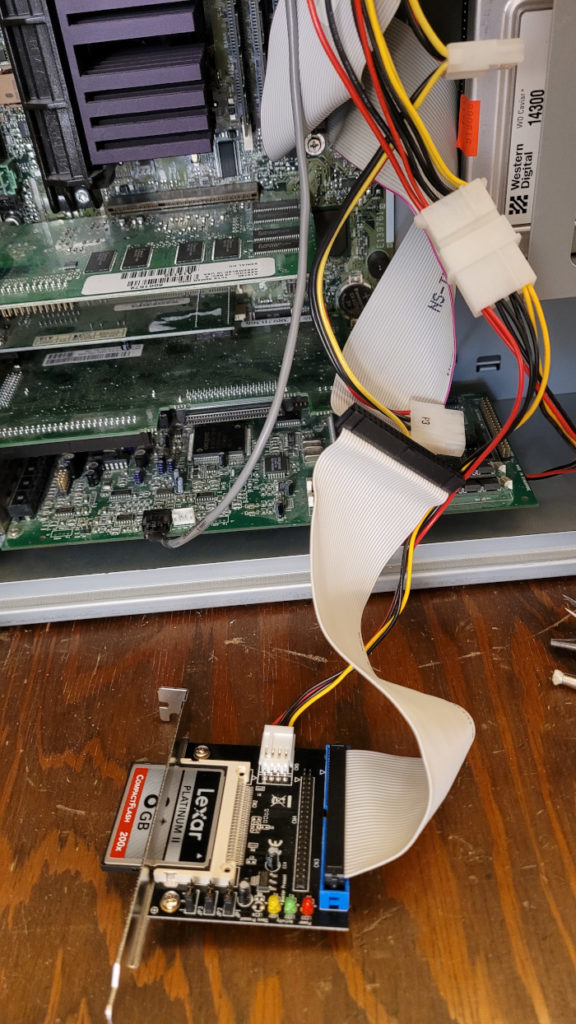
That solution arrived today in the form of this adapter which mounts to a rear expansion card slot. This allows the card to protrude from the rear, and I’ll be able to swap / remove it without opening the case. Yay!

Boxed CF to IDE adapter 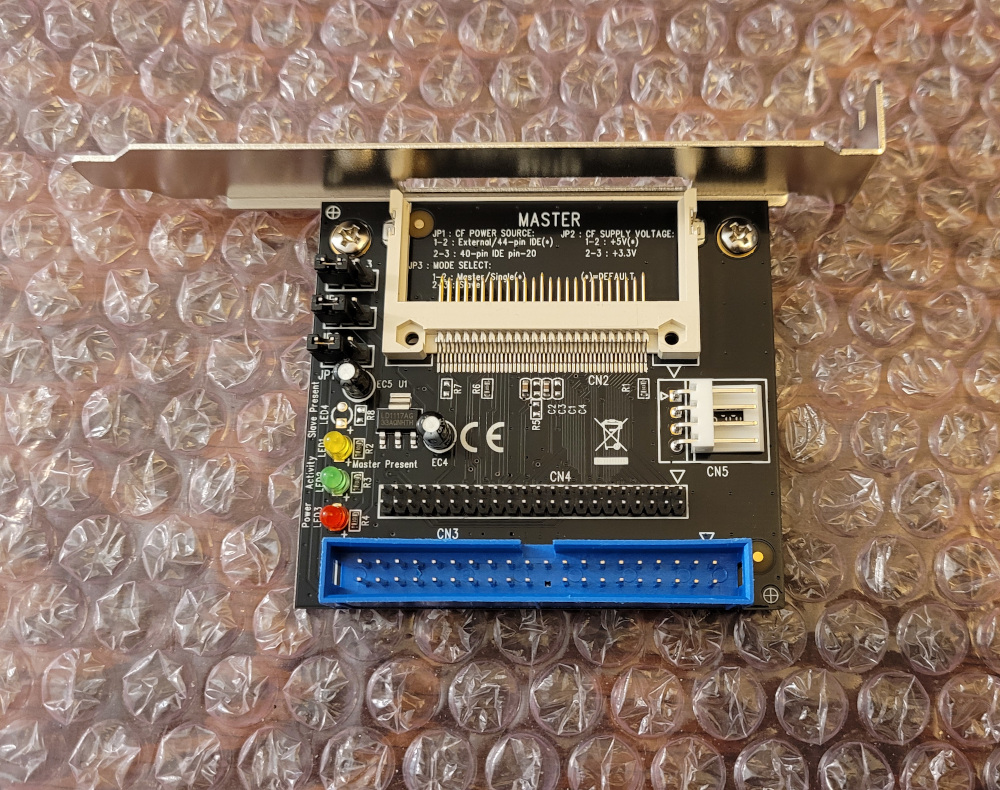
IDE to CF adapter laying on my workbench
Unfortunately (there’s always an “unfortunately”, isn’t there?) this required installing a longer IDE cable than the one the machine came with. I discovered that I’m down to my last IDE ribbon cable, somehow. Luckily it was long enough, so I’m saved for the moment.
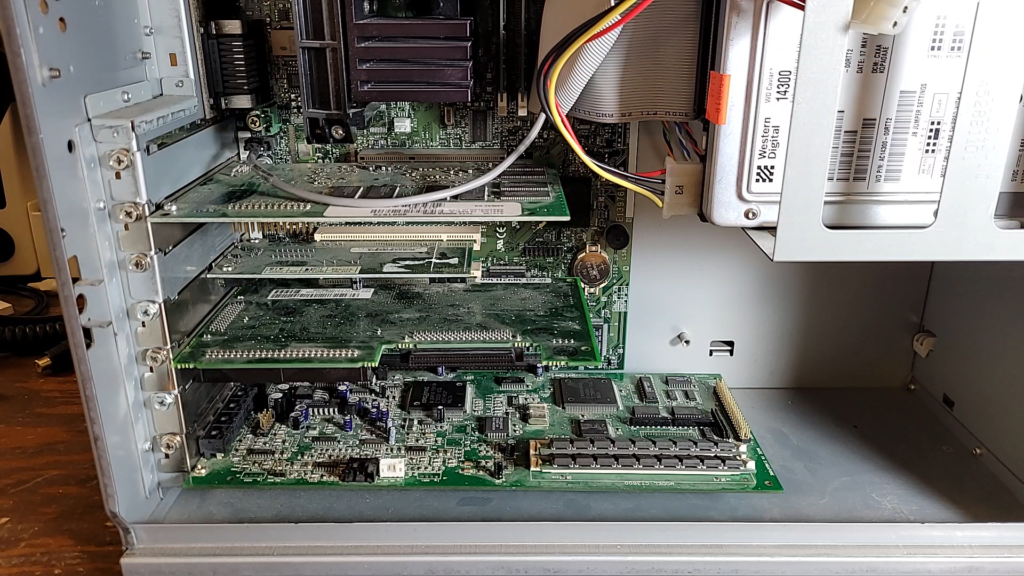
I installed the adapter in the “reserved” slot below the graphics card. I was never going to use this slot, anyway, as I wanted the space for a future GPU upgrade that required a fan. The adapter is pretty short, and hopefully I’ll still have clearance for that future upgrade. At least for now, though, this is a much better solution and finally allows me to close the case on this beauty.